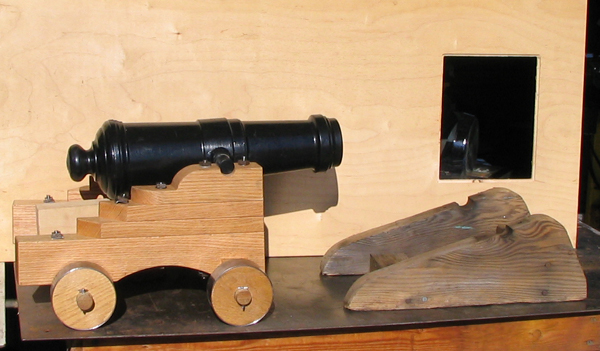
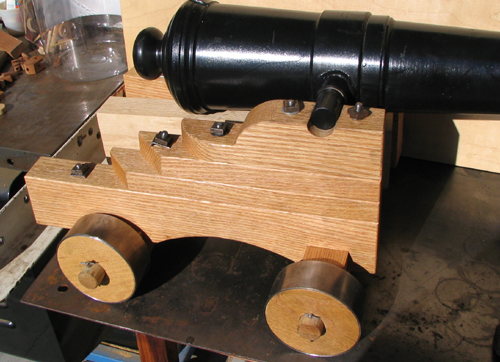
February was a very busy month in my shop! For instance: several years back when I was attending the annual Great California Delta Steamboat Meet I happened to see a small cannon at the Saturday dockside swapmeet. Although the mounting was a POS, the barrel was perfect! I plunked down my hard unearned money and took it home, whereupon it malingered under a workbench until recently. So here, in pictures, is what I did to improve its appearance and functionality. For a peek at some of the antics I had with the finished cannon here's a link to a short video. The second kaboom is my little beastie.
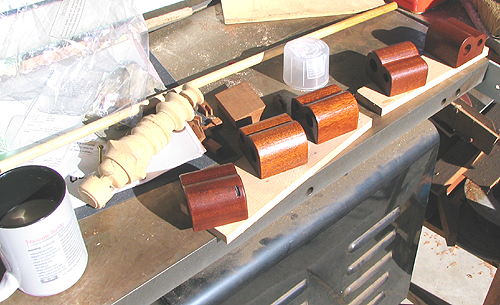
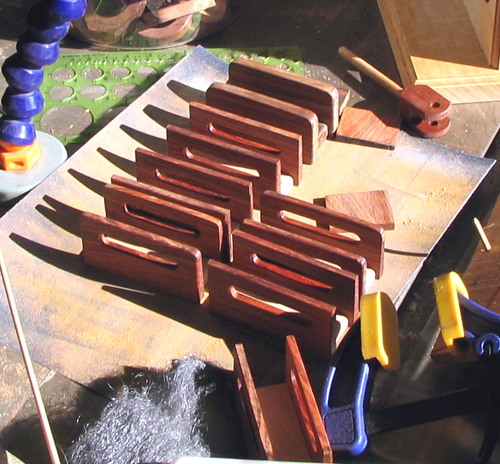
In other news I finally got off my ass and took a whack at finishing the little wooden kinematic models of steam engines I started on a couple of years back. Wellllll I got one more done and several more have moved closer to the finish line! In the process I made a shitload more widgets for the workshop.
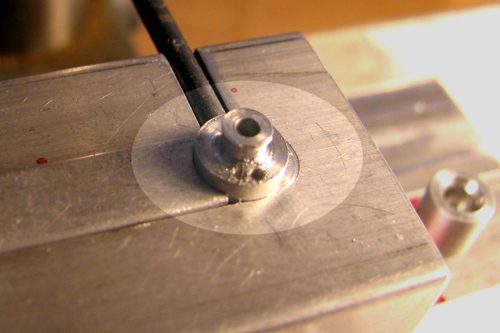
A guy walked in my door and wanted to know if I could make some tiny clutches for him. It eventually turned out that there was just no way I could do them economically, but while reaching this conclusion I went for an interesting ride on the learning curve. The finished piece is 1/4" dia x 1/4" tall. There were 10 seperate operations that had to be performed on each and it took something like 8 minutes to completely machine one part, even with jigs to speed setups: not cheap.
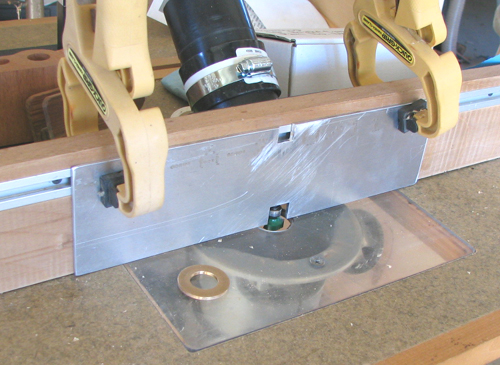
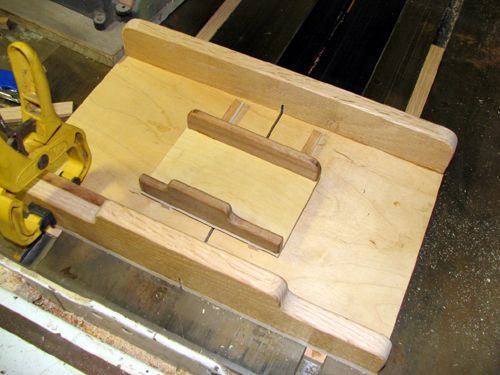
I did one rush job in February and it was a fun one. The customer has invented an improved rifle cleaning kit for Army Special Forces. This improved device eliminates the screw threads used to attach brushes to the end of the cleaning rod. Instead a spring-locking latch is faster to and holds more securely. Unfortunately in a rush to satisfy a massive order he had umpty thousand parts laser-cut with the center hole slightly small.
All in all Feb was a very fun month. Not only did I get to stretch my skill set a bit, I also stretched my wallet, heh.