For those who have not done any production machining it is important to know that seconds count. It all comes down to time and motion; i.e. how long does it take:
For onesy-twoseys this isn't important, but when you need to do dozens or hundreds of something the difference of a few seconds here and there can add up to real money! Think about it: if you price a job at, say $80/hour that means you're making slightly more than a dollar a minute. Very roughly that works out to about $.02/second. If I can shave ten seconds off of the time it takes to make each of, say, 1,000 parts, that's $200 in my pocket.
Little things matter; how far you have to walk to reach for a blank, how far to drop off a machined part, how long to grab an air gun, how long to hang it back up, how often you have to wipe your hands on a rag, etc. Drop a part? You'll probably drop more. Don't bother picking them up until the job is done, then doing it once saves a boatload of time.
Following are examples of parts I'm making for various clients and the things I've done to speed up operations.
Big job for Vern: 300 parts, each one gets drilled 15 times and tapped 5 different sizes! The profit margin is slim, so I'm doing my best to cut out as many seconds as I can from each operation.
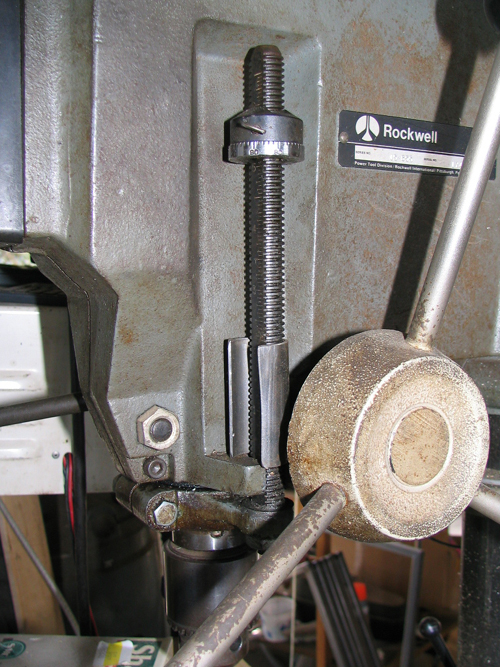
March, '06: I found myself in a situation where I had to tap both ends of a bunch of stainless steel rods on the drillpress. The holding fixture took up most of the drillpress table and the vibration would have made the oil cup and brush fall off of the aluminum plate.
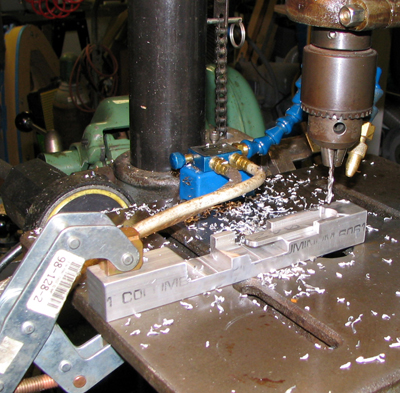
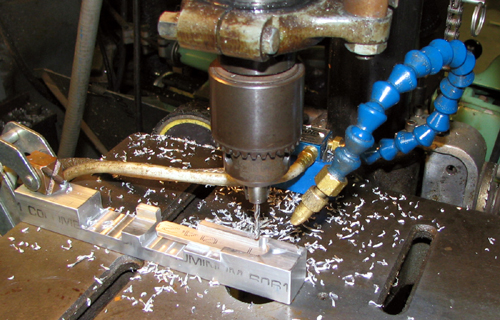
At present I'm making sensor mounting hardware for Bryan Mumford's Clock Timers. Previously I'd done this particular operation on a milling machine, which included opening and closing a vise and blowing away chips each cycle. I made this jig to speed drilling of #29 holes in the ends of short lengths of 1/8 in x 1/2 in aluminum. It eliminates the need to tie up a milling machine, it does away with tedious opening/closing cycles with a mill vise and it also eliminates the need to grab an air gun and blow chips out of the area. With this jig clamped to the drillpress table and with the spray mist carefully positioned to lubricate the part and to blow chips away, I save 15 seconds per part.
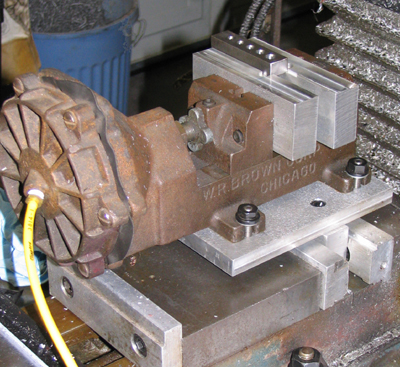
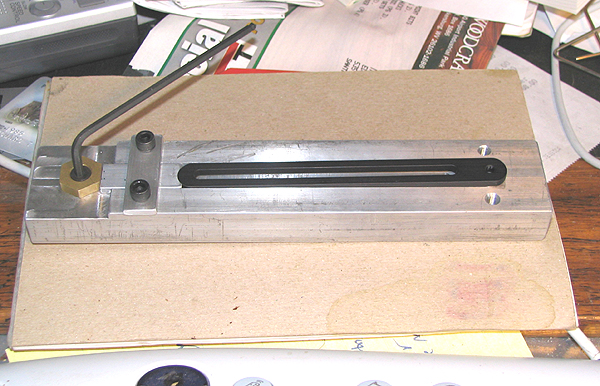
One of the parts I've been making for Bryan gets a looong slot that needs to be deburred. Holding the part lengthwise between thumb and middle finger was the real challenge: it was difficult and dangerous. This fixture is a surrogate hand to safely grip the part for this operation (I've plopped a finished, anodized part on the jig for clarity). This simple contraption saves me 20 seconds per part.